

Contents:
The applications of machine learning in manufacturing promise an extended list of benefits in the domains of cost, productivity, innovation, time-to-market, and efficiency. Yet, this refers to companies that choose the right starting point for their ML journey and have the audacity to ramp up quickly on what’s working well.
Others, though, encounter a lack of knowledge about ML’s transformative capabilities and lots of doubt. Having been developing software for manufacturing and other industries since 2009, MobiDev experts know how to distinguish temporary trends from valuable opportunities. In this article, we provide an overview of the most relevant use cases for machine learning in manufacturing for industry players to take action.
The role of machine learning in manufacturing process optimization
Various applications of machine learning in manufacturing have already defined the way the industry will develop in the following decade.
Machine learning’s benefits, such as process optimization, improved productivity and automatization, better decision-making and planning, faster production times, and better product quality, will be key manufacturing features in Industry 4.0.
Therefore, the adoption of this technology is expected to grow at a CAGR of 33.35% from 2023 to 2030 and reach $8,776.7 million by the end of the forecast period.
The market dynamics leave industry players with two options: innovate or follow fast. While innovators take the highest risks connected with machine learning and manufacturing, fast followers benefit from lessons of success and favorable conditions to enter the market, which has already passed the prototype stage and is bravely moving forward.
The pioneering companies report it took them 10 to 20 months to implement their first use cases of machine learning in manufacturing. This process included preparation: updating or rebuilding legacy infrastructure, building up talent, improving connection, and data collection activities. Once those preparations are completed, the implementation of the new use case shrunk to several weeks, or even days, in some cases.
As things speed up, it’s the right time to define the use cases for implementation.
Benefits of machine learning use cases in manufacturing
To harness the benefits of industrial ML, it is recommended to start small and be patient. Generally, industry leaders start by implementing one or two use cases at once and ramp up following their proven best practices.
Here are the main machine learning use cases in manufacturing and their business benefits to consider:
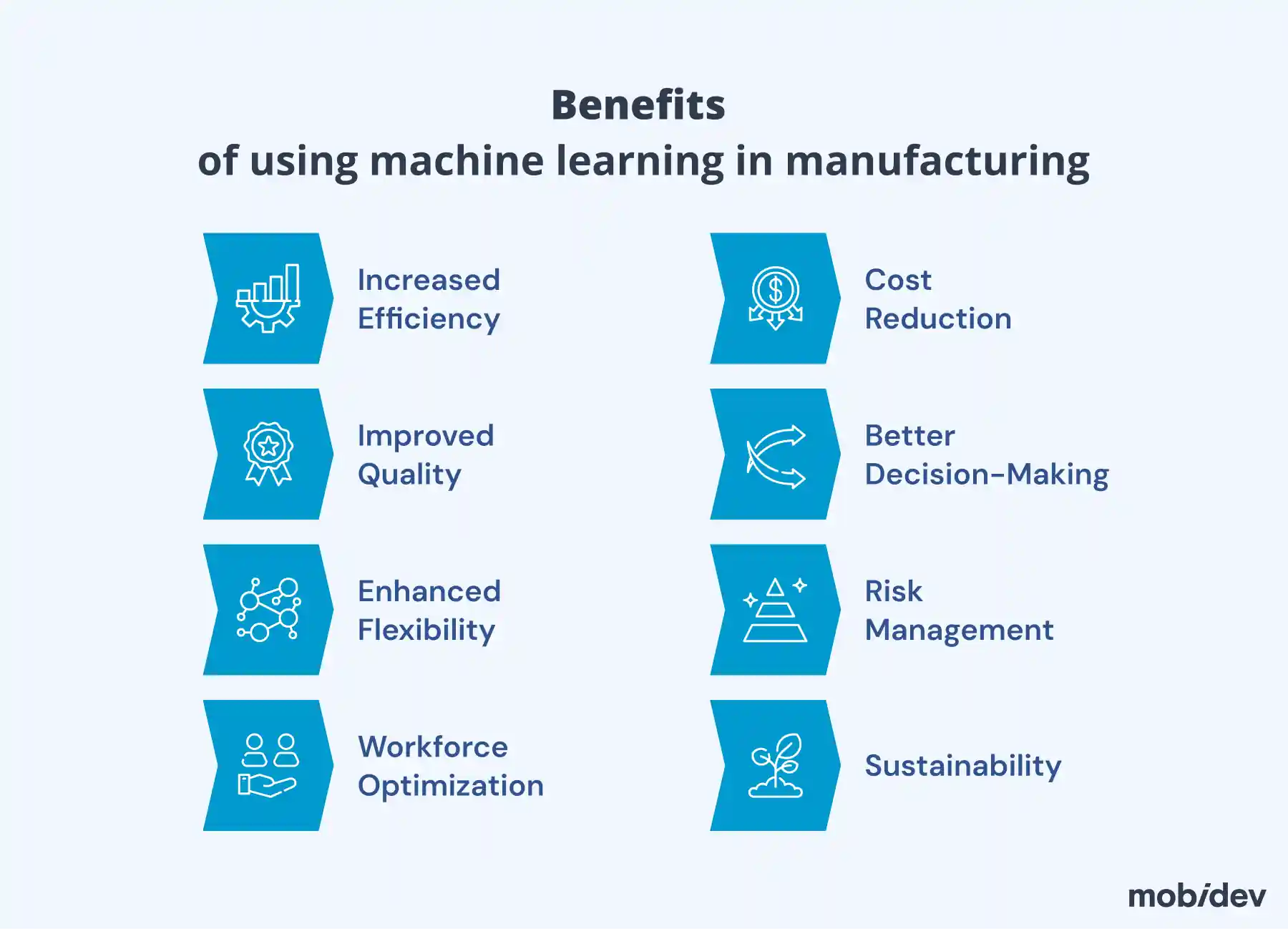
- Increased Efficiency: Machine learning, paired with high-resolution cameras, can detect anomalies in production with better precision. The same applies to equipment: machine learning can help detect anomalous trends before they become critical and allows them to step in with repair.
- Cost Reduction: The cost benefits of the applications of machine learning in manufacturing are vast. For example, deep reinforcement learning helps optimize costs, especially in complex cases, like gas turbines powering manufacturing plants. Gas combustion is a complex process with many variables: changing nitrogen levels, oxygen, pressures, and temperatures. ML-based control systems can capture and process these variables, allowing them to make frequent fine adjustments in fuel consumption and thus save costs on fuel spending.
- Improved Quality: Real-time monitoring produces a lot of equipment measurements. The application of machine learning in manufacturing allows for the discovery of hidden rules and dependencies, which give a clearer view of the scope of defects and minor flaws, usually skipped by pre-programmed machines. This covers gaps in traditional control systems, making them more precise and faster.
- Better Decision-Making: Deep learning models can spot hidden trends in past data on supply chains, inventory stocks, and consumer demands. This produces a better basis for strategic planning and real-time decision-making than conventional statistics.
- Enhanced Flexibility: Industrial ML allows rapid adaptation to changes through advanced forecasting and real-time visibility. For example, ML-based recommendations help businesses quickly react to supply-chain disruptions, like stat dual-sourcing and multi-sourcing, in advance, and better adjust production volume to market demand.
- Risk Management: Traditionally, information about risks in manufacturing comes from structured data, which makes up about 20% of the data that is generated. Machine learning can help uncover risks hidden in the rest of 80% of unstructured data, thus making risk predictions more accurate and faster.
- Workforce Optimization: Predicting how much labor will be needed daily to carry out manufacturing operations without hindrance can not be done with conventional statistical calculations or even classical machine learning models. Deep learning offers specialized ways to fish insights out of a large data pool of seasonal trends, holiday schedules, weather conditions, and other non-linear data, thus allowing for the building of more accurate workforce predictions.
- Sustainability: Machine learning allows for flexible management of energy and fuel consumption by precisely defining periods of lower activities and implementing frequent and fine adjustments to the volume of fuel used. This way, industrial ML doesn’t just favor cost savings but also considerably reduces waste.
Further in the article, we will review some of the uses closer.
Use case #1 ML-powered defect detection
High-resolution optical cameras, powerful GPUs, and neural networks power ML-based real-time video processing, which can complete visual inspection for manufacturing defect detection better than humans. This technology helps to ensure that flawed products are eliminated from the production line and that general factory operations are more productive.
In the previous stages of developing machine learning for manufacturing, the technology was criticized for insufficient accuracy and poor video quality. Blurry images caused the inspection algorithms to make errors. Yet, newer generation cameras, greater processing power, and deep learning make defect searching more accurate, allowing factories to run real-time inspections even in previously unreachable areas, such as ceramic stoves. For example, as the leading Turkish tile producer, Vitra Karo started using computer vision and machine learning in its kilns (where temperatures are held at 1,500 °C/2,732 °F). hey decreased the scrap rate of their products by more than 50%.
The industrial ML can help test items on the production line without damaging them, using various IT sensors. Such a system flags potentially unwanted products by detecting real-time data correlating with a defective unit version.
Use case #2 Predictive maintenance
Delayed maintenance rounds profoundly impact the operational stability of the whole organization, causing costly interruptions. The implementation of machine learning for manufacturing process optimization allows predictive maintenance to make appropriate adjustments before failures become too critical. This ensures the fewest delays possible and the maximum uptime.
Predictive maintenance with machine learning is possible with models that collect data from various IoT sensors. This may be information about machine conditions and status, such as temperature, pressure, humidity, etc.
Based on past and present data, the algorithm analyzes patterns and predicts future failure instances. Various ML models can be used to achieve this purpose:
- Regression models predict the remaining useful life of the equipment based on static and historical data. They show a manufacturer how many days are left before a machine fails.
- Anomaly detection models flag devices that are at a high risk of failure.
Together, they localize the problem: detect which part of software or hardware is causing an issue and let engineers correct the root causes to avoid defects in the future.
Use case #3 Energy consumption forecasting
In energy consumption forecasting, sequential measurements of how much power a factory needs to perform every specific task play the chief role. These measurements provide data for machine learning analysis, which is usually powered by autoregressive models and deep neural networks.
Autoregressive models allow defining trends, cycles, interruptions, and seasonal specifics of power consumption. They refer to supervised machine learning. For better accuracy, data scientists prepare data to remove redundant features and set rules for model training. They are used to find quality and quantity measurements of known trends.
Deep neural networks uncover trends in unprepared data without specified tasks from data engineers. Therefore, they are great for finding hidden patterns. They are also used to process large chunks of data quickly.
Usually, a combination of different methods is used on different layers of data processing to achieve better results for ML forecasting.
Use case #4 Supply chain optimization
Supply chains are an integral part of manufacturing, and the introduction of industrial ML in this area enhances such important components as demand forecasting, warehouse management, and logistics.
Demand forecasting
The applications of machine learning in manufacturing help factories understand how many products they should make to avoid overproduction. With access to appropriate data, like seasonal trends and sales, factories can proactively adjust production capabilities.

Warehouse control
Machine learning, specifically object detection models, allows for scanning and recognizing objects on the warehouse floor, categorizing them by type, and calculating their number. Thus, machine learning applications in manufacturing warehouse control give real-time visibility into stocks. Additionally, digitized data about inventories can be used to train models for inventory shortage predictions.
In fully automated smart factories, computers can be left to make restocking actions automatically.
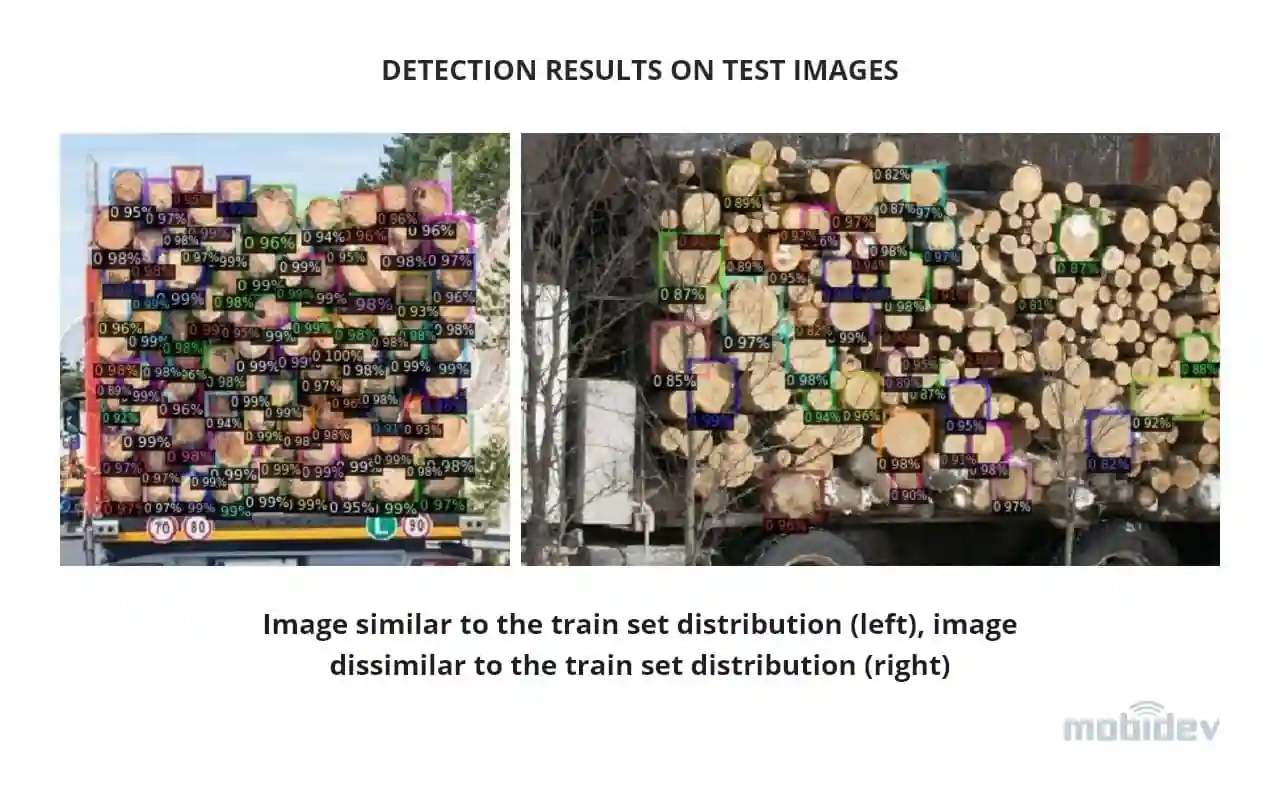
At MobiDev, we have researched the possibility of creating a system for object detection in logistics with scarce training data available. Follow the link to read more about object detection for automated item counting in logistics.
Use case #5 Digital Twins
Building digital twins is one of the most experimental applications of machine learning in manufacturing, and the areas of technology use are still being explored.
For example, a digital twin of a supply chain network allows for testing various stocking volumes in simulations of seasonal peaks and lows or checking various delivery routes.
Digital twins can also be used for building or training innovations. For example, it is possible to create a digital twin of a machine or mechanism and monitor its performance in a virtual environment.
A factory owner can go further and build a twin of the whole facility or some complicated machine to familiarize workers with novel, high-cost equipment or train employees to take emergency actions in high-risk scenarios.
In terms of design, technology can be used for iterative design explorations, allowing engineers to thoroughly test their ideas in virtual environments and avoid the costs associated with building prototypes.
Use case #6 Generative design
Generative design allows for optimizing product designs in various manufacturing domains, such as automotive, electronics, health appliances, etc. With the source data, machine learning can generate design ideas (often calculated in thousands) to compare and choose the best ones.
Industrial ML can also be used to refine the parameters of existing equipment, such as weight, durability, shape, robustness, and even overall appearance.
Generative design in manufacturing is based on the following approaches:
- Reinforcement learning
- Deep learning
- Genetic algorithms
Use case #7 Connected factories
A connected or smart factory is among the most complex applications of machine learning in manufacturing, as it requires pilot implementations on different separate stages (smart logistics, maintenance, automation) and uniting them in a complex system.
In essence, the smart factory makes 100% decisions based on data continuously collected from machine sensors and worker inputs. This gives it a higher level of connectivity, the ability to self-correct, and higher uptimes, thanks to predictive analytics and uninterrupted supply chains. In other words, it is a pinnacle of all the industrial ML achievements collected in one place.
Smart or connected factories rely on the following technologies:
- Industrial Internet-of-Things (IIoT) – intelligent machines and smart sensors generate real-time data feed on various aspects of machine functioning, providing various use cases for IoT in manufacturing.
- Big data analytics: The enormous amounts of data generated daily by smart machines hide trends and insights in factory operations. This is where manufacturing machine learning steps in.
- Machine learning approaches and processes data collected from smart sensors, factory documentation, reports, etc., catching dependencies in the data to build AI solutions that can be further used for different purposes.
- Client-side solution that performs tasks based on client prompts and tasks.
- Cloud computing—Since data collection requires a lot of storage, conventional storage solutions, like physical computers, aren’t always enough to run voluminous machine learning tasks. Therefore, factories employ cloud solutions to store data and provide computing on them.
- Robotics are used to perform repetitive tasks, collect and analyze data, optimizing the production line.
In assembly, these technologies reorganize the way factories work, connecting machines, devices, sensors, and humans into a scalable, flexible, and highly automated organization.
Create an Effective Tech Strategy with MobiDev
Discover moreUse case #8 Intelligent Document Processing (IDP)
Intelligent document processing in manufacturing is an ML-based process of extracting, classifying, and processing data from various sources, such as hand-filled reports, printed or digital documents, etc.
The power of IDP lies in its ability to process structured, semi-structured, and unstructured data, which was impossible with conventional document processing methods.
Key technologies powering intelligent document processing in manufacturing are:
- Optical character recognition allows for the extraction of needed information from visual data of physical and digital objects. It usually consists of scanners or cameras that capture information from physical sources, such as blueprints and engineering drawings, paper documents or labels, and mechanisms that transform this information into digital text.
- Natural language processing enables computers to understand human language. In IDP, it stands for extracting key information from documents processed with OCR, such as names, dates, obligations, etc.
- IDP machine learning is used to discover and track trends hidden within the processed data.
- Large Language Models (LLMs) and Retrieval Augmented Generation (RAG) combined allow to creation of efficient local knowledge bases to quickly search through the documents and generate more informed outcomes. RAG enhances LLMs by allowing them to access updated and specific external knowledge, making them more effective in generating accurate and relevant content.
Intelligent document processing is one of the primary applications of machine learning in manufacturing, as it allows for the foundation of other use cases, like predictive analytics, demand forecasting, or decision-making.
Where to start implementing machine learning in manufacturing
Setting up a clear pathway is important to successfully implement machine learning in manufacturing. Following the CRISP-DM framework is a good place to start implementing machine learning projects. This includes the following steps:
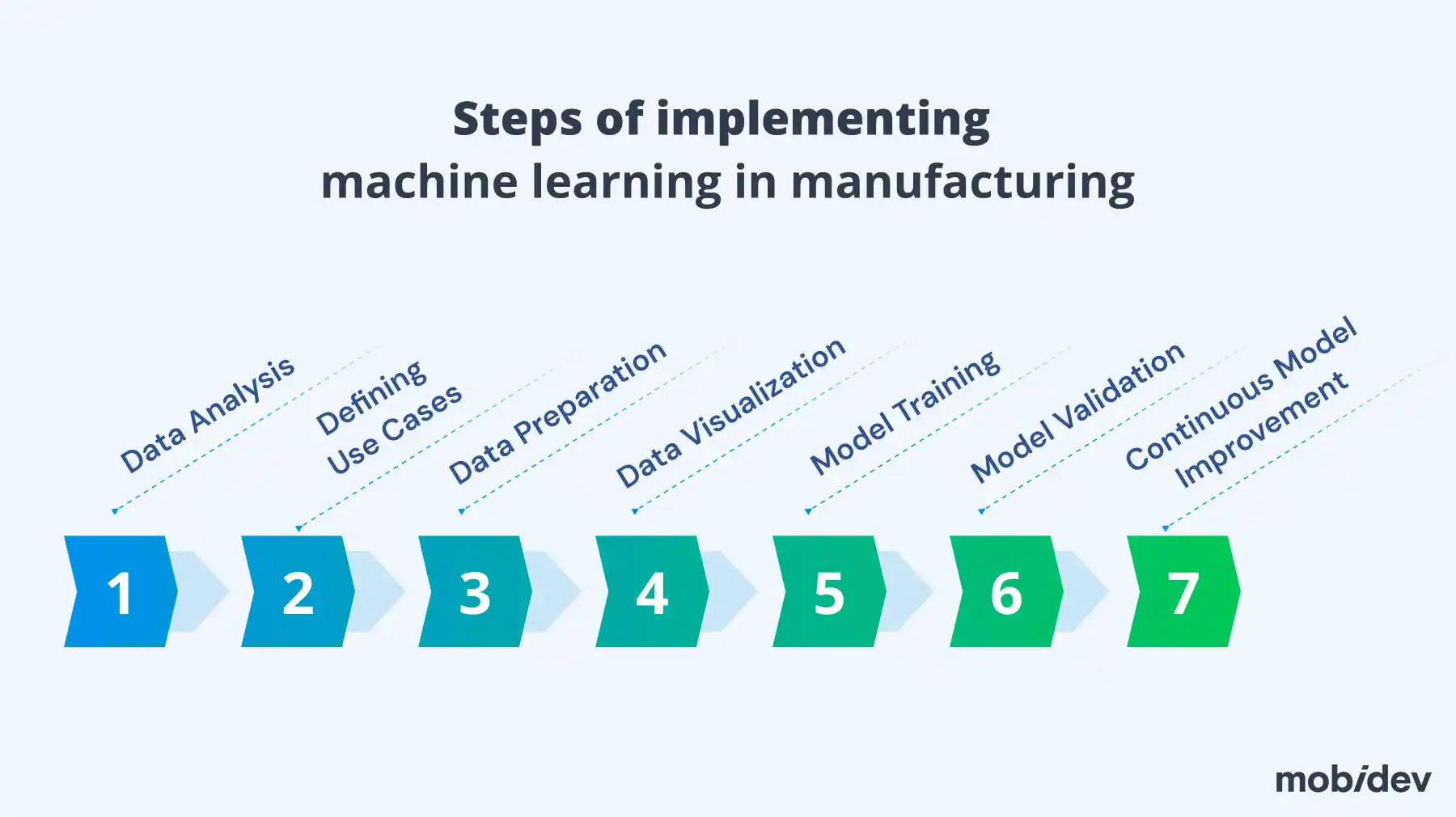
- Data analysis: Machine learning initiatives start with analyzing available data and assessing its quality. Different data will power different use cases. For example, if you need to discover seasonal trends, you’ll need historical sales reports, and if you need to train a system in defect detection, you have to collect thousands of images of faulty products.
- Define the use case: At the starting point, strategically select points that will get your manufacturing business to work better if improved. For example, if you have a lot of defective products in the production line, it is wise to select applications that allow the detection of scrap products.
- Data preparation: At this step, you have to clean, structure, and organize data to improve the machine learning solution’s results.
- Data visualization: This process enhances the work with data. Taking insights into dynamic dashboards will allow us to better understand and fine-tune the machine-learning process.
- Model training: At this stage, you select the right algorithm to process your data. In industrial ML, different types of machine learning algorithms are usually used to provide better and more accurate results.
- Model validation: Data engineers usually test the model in training with the data it wasn’t exposed to. This will show how it will perform in new environments. Usually, this stage shows the model’s flaws and the need for fine-tuning.
- Continuous model improvement: In real life, people and processes evolve continuously, so model retraining will be needed to keep your system up-to-date.
The applications of machine learning in manufacturing are quite complex, so faults may appear. Starting with machine learning consulting will reduce the risks of failure and help you navigate the whole implementation process with better chances for success.
Machine learning consulting services
Discover moreOpen the full potential of machine learning in manufacturing with MobiDev.
MobiDev has extensive expertise in manufacturing software development services and implementing machine learning solutions. We offer our customers a flexible approach by implementing pre-trained solutions or creating custom ones tailored to your specific goals and processes. Our team continuously leverages innovations in machine learning and AI thanks to our in-house AI labs, which have been operating since 2018. Therefore, we can take up solutions of different complexities to meet your needs.
Let’s start a conversation to find out how our expertise can help you achieve your strategic goals.


